「塩ビ混入廃プラケミカルリサイクル技術」の一貫処理プロセスを確立
ダイセル・新日鐡が共同開発。実用化へ新局面、21世紀の塩ビリサイクル技術
| |
ダイセル化学工業(株)と新日本製鐡(株)が開発を進めている「廃プラスチックケミカルリサイクル技術」(財団法人クリーンジャパンセンターへの協力事業)について、最新の実証試験結果がまとまりました。この実証試験には塩ビ工業・環境協会(VEC)も実験試料の提供その他で関わっています。高濃度塩ビ混入廃プラスチックを効率的にガス化する一貫処理技術が確立されたことで、高炉原料化、セメント原燃料化と並ぶ塩ビ業界待望の技術開発は実用化へ向け新たな局面を迎えようとしています。 |
|
塩酸とメタノールを回収、再利用
|
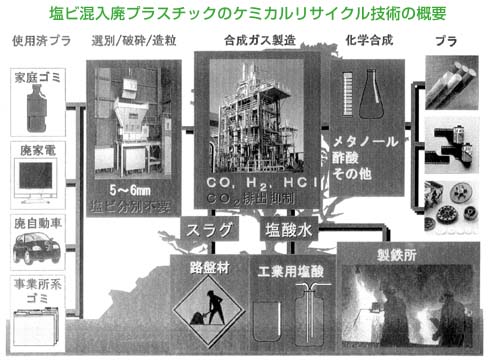
本稿で紹介するのは、塩ビを含む使用済みプラスチックを熱分解して塩酸とメタノールを合成する21世紀のケミカルリサイクル技術です。
具体的には、(1)数mmサイズに加工したプラスチックを1,300〜1,500℃、最大圧力5気圧という高温、高圧の中で純酸素と接触させて、一酸化炭素、水素、塩化水素を主成分とする化学原料ガスを生成(部分酸化工程)した後、(2)一酸化炭素と水素を反応させてメタノールを合成するとともに、(3)塩化水素を塩酸として回収するというもので、回収された塩酸は製鉄業や化学工業などで再利用されるほか、メタノールはさらに化学原料や将来の燃料電池の原料などでの利用が考えられています。
この技術の特徴としては、(1)塩ビ混入廃プラスチックも選別することなくそのまま処理できる、(2)二酸化炭素などの排ガスの発生が少なく環境負荷を低減できる、(3)発生するスラグを路盤材などに利用できる、などが挙げられますが、技術的には、酸化の度合いを調整して二酸化炭素の生成を抑える部分酸化工程が大きなポイントで、ここに新日本製鐵の技術の粋が集約されています。 |
塩ビ100%の単独処理もOK
|
|
ダイセル化学工業と新日本製鐡では、昨年7月から新日本製鐵の総合技術センター(千葉県富津市)構内に処理能力1日5トンの試験プラントを建設。壁紙、農ビ、パイプ、電線被覆などの使用済み塩ビ製品が高濃度(20、50、100%)で混入した廃プラスチックを用い、原料供給〜部分酸化〜熱回収〜集塵〜塩酸回収〜ガス精製までの一貫試験を行って実用化の検討を進めてきました。
今回の報告書(塩化ビニル高濃度条件試験報告書)はこの試験結果をまとめたもので、確認された主な成果は次のとおり。なお、試験の基本条件は炉温1,400℃前後、圧力4気圧)となっています。
1.高濃度塩ビ混入廃プラスチックの部分酸化一貫プロセスが問題なく機能することが確認されました。 今回の試験では実際的な塩ビ濃度の上限を見定めることも主要テーマのひとつとなっていましたが、塩ビ100%の単独ガス化も可能であることが実証されました。
2.冷ガス効率とは、廃プラスチックが持っている発熱量に対する合成ガスの発熱量の比率のことで、メタノールの原料となる一酸化炭素と水素からなる合成ガス生成量の目安です(二酸化炭素の生成が多いと冷ガス効率は低下する)。この冷ガス効率は50%以上でした。本試験設備では、供給系の制約から部分酸化反応器への総投入熱量が少ない結果、反応器からの熱の放散が相対的に大きく、そのため冷ガス効率は目標値と比べて低い値となっていますが、目標の65%以上を達成できる見通しです。
|
ダイオキシンは基準値の200分の1
|
3.廃プラスチック中の塩素は大半が塩化水素となり、塩酸回収塔でほとんど回収されます。回収塩酸の濃度は13〜15%。製鉄業での鋼板の酸洗いや、化学工業などで再利用できる見通しが得られました。
4.合成ガス中のダイオキシン濃度は、環境基準の20分の1〜200分の1と非常に少なく、塩ビ濃度に依存しない。部分酸化炉における部分酸化温度が1,400℃と高くガスの滞留時間が十分に取れていること、ダイオキシンおよびその前駆物質(クロロベンゼン、クロロフェノールなど)の分解が十分に行われる部分酸化条件を選択していること、また、廃熱ボイラーも還元雰囲気下でフリーの酸素がなくダイオキシンの再合成が起こらないこと、などがその理由と考えられます。
両社ではこの結果を受けて、平成15年頃までに処理能力数万トン/年規模の本プラントを建設し、塩ビ樹脂を含む廃プラスチック類を対象として翌16年から運転に入るべく検討している。塩ビのリサイクルを飛躍させる新技術の完成に関係者の期待が集まっています。
|
|